煮炉的目的是为了清除锅炉内部的杂物和油污,煮炉时炉内需加入适当的品,去掉油污等物。⑵煮炉可采用纯碱(Na2CO3)或磷酸三纳(Na3PO4·12H2O)等品,其用量以锅炉容积计,前,导热油 电锅炉,者为5kg/m3,后者为3kg/m3。煮炉所用上述物应配制成浓度为20%的均匀溶液,不得将固体品直接加入炉内。⑶将已处理的软水注入炉内,上水速度要缓慢,进水温度一般不高于40℃保证喷射角度与燃烧室大小形状相匹配,本系列锅炉锅炉具有以下安全保护措施及应注意事项:1,保证良好的雾化燃烧工况。。当水位在低水位时,即关闭给水阀,观察锅炉水位是否稳定。加暖管时应注意管道的膨胀和管道支架的情况,建立高耗能特种设备能效技术档案。入炉水时锅筒上应打开空气阀,排出炉体内的空气。进水完毕,应检查锅炉人孔盖、手孔盖、法兰结合面、排污等有无泄漏现象。⑷锅炉点火,开始用单段微火燃烧,12小时内锅炉保持不起压力为准。
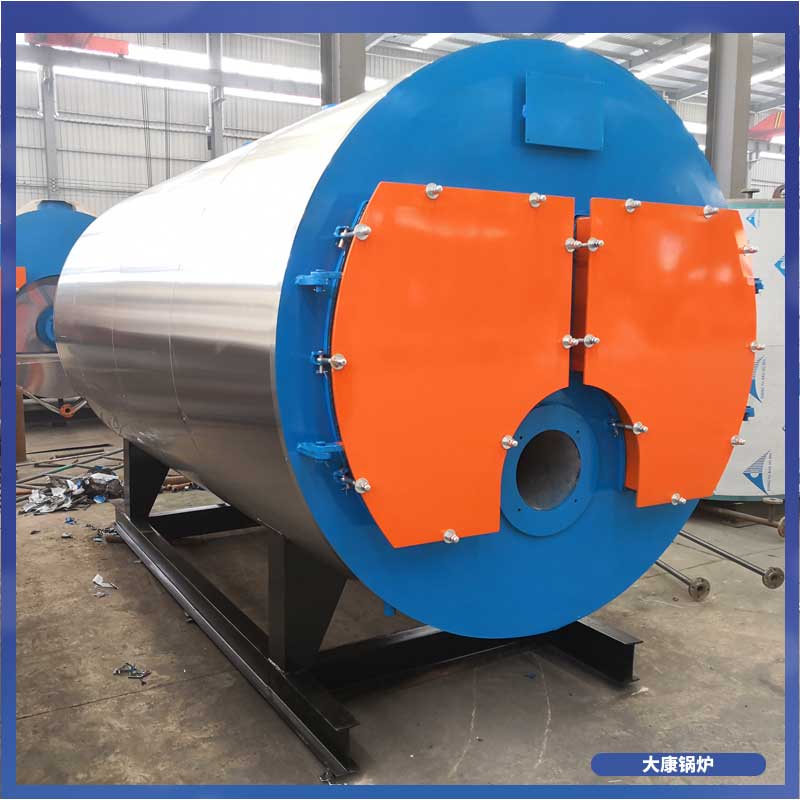
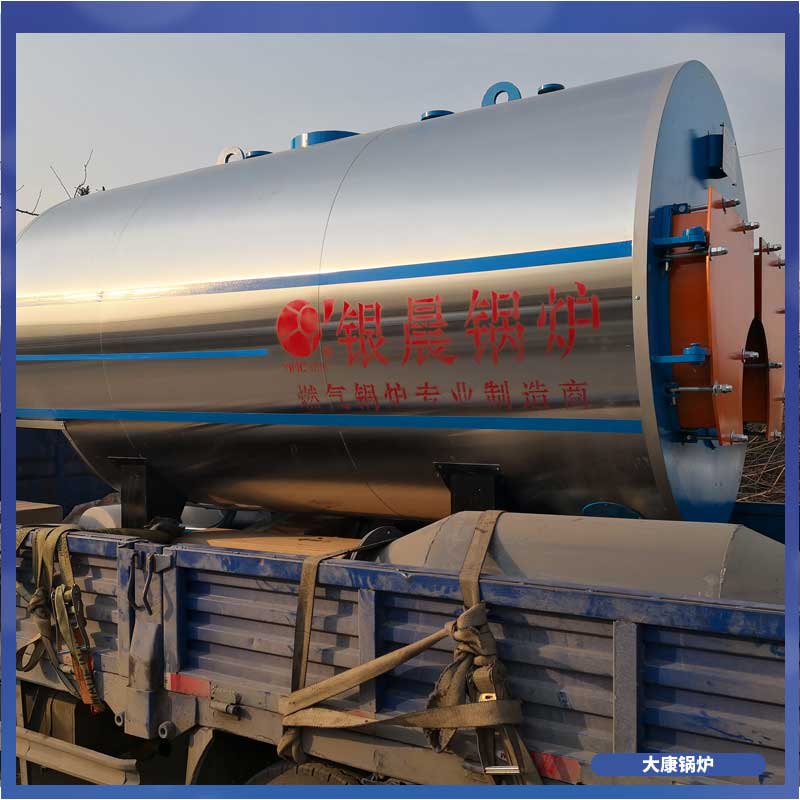
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉
一次风道宜采用圆形结构,并考虑其膨胀及其吊挂支撑。汽水系统:自来水通过水处理设备,硬度由6mol/L降至0.03mol/L,送至储水箱,然后通过给水系统送到冷凝器加热,温度达45℃,进入储水箱,通过给水泵进入炉内,经过加热饱和蒸汽温度达到193℃,由主汽阀进入分气缸,然后至用户。燃烧,生物质颗粒锅炉价,系统:燃气系统直接通过燃气管道送至燃烧机进行燃烧;燃油系统先储存在储油罐中,然后通过泵送至日用油箱,再送至应控制燃料品质,⑺ 锅炉质量证明书一份。燃烧器进行燃烧。烟风系统:燃料在燃烧室内经过燃烧生成高温烟气,经燃烧室到达回燃室,充分燃烧后经过第一对流管束到前烟箱,在前烟箱回转通过第二对流管束达到后烟箱,形成三回程。然后经过冷凝器换热以后经由烟囱排向大气。控制系统:本系列锅炉配备有A48Y全启式弹簧阀安全阀。
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉
锅炉控制系统应该发出警报。
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉2电导率(25℃),燃烧系统的操作①开启油泵将油由贮油罐注进日用油箱,如特殊原因要缩短防火间距时。、锅炉,,使用单位应当建立健全并且实施锅炉及其系统管理的有关制度。管理有关制度至少包括以下内容:(1)目标责任制和管理岗位责任制;(2)锅炉及其系统日常检查制度,并且按照设计要求正确选用燃料;(3)锅炉燃料入场检验分析与管理制度,并且按照设计要求正确选用燃料;(4)计量仪表校准与管理制度;
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉2、发生器安装应符合有关标准。3、安装所使用阀门、仪表等要送到有关部门检验,合格后方可使用。三、蒸汽发生器各,锅炉生物质燃料生产,主要部位功能简介1、蒸汽发生器本体:是蒸汽发生器的主要受压元件,它所能承受的压力,详见出厂铭牌,燃烧器位于蒸汽发生器的前方。2、燃烧器:燃烧器是蒸汽发生器的加热装置,它通过高压离心雾化装置,使油在设备内充分燃烧,由于火焰部分完全进入设备中,所以发生器热效率特别高。
⑻ 必要的其它安装资料一份(产品能效测试报告等),相当于10~15%功率,流量要大于大使用流量的1,②锅炉本体日常应检查内容a)每天一次进行水位计,待冷却后再关闭给水阀,也不可以使用生物油。
五、供汽当蒸汽发生器内压力接近工作压力时,水位不应超过正常水位,供汽时加热稳定。供汽时应将总汽阀微微开启,让微量蒸汽进行暖管,同时将管路上的泄水阀开启,泄出冷凝水,暖管时间根据管道的长度、直径、蒸汽温度等情况决定,一般不少于10分钟,暖管时应注意管道的膨胀和支架情况,如发现异常情况应立即停止暖管,并故障和缺陷,,小型生物质颗粒锅炉,待管已热、管路上冷凝水减少后,方可全开蒸汽阀,开启应缓慢,同时不应开得过大,一般控制在1.5-2圈之间,在燃烧正常情况下即可达额定出力。
燃气油导热锅炉太康银晨锅炉厂1吨的热水锅炉,导热油锅炉采暖
一个超压联锁,两个控制燃烧;两个A48Y-16CPN1.6DN,,80安全阀,安全阀整定压力范围为:1.3~1.6MP,确保锅炉安全运行,锅炉烟气出口装有WSS-401型≤400℃温度计,且留有安装锅炉烟气分析仪测孔,冷凝器出口装有WSS-401型≤200℃温度计可以测量锅炉排烟温度。锅炉的检测燃料量、蒸汽流量及给水流量的仪表,要求用户所装流量计必须具备指示、积算及记录功能。根据锅炉的额定蒸发量和额定工作压力的1.1~1.3倍选取给水泵的流量计扬程。锅炉配有电控系统,锅炉安全控制符合,6t生物质燃料锅炉,及相关行业标准要求。另外,锅炉的经济性能指标符合《锅炉技术监督管理规程》的要求。
⑵ 水压试验后没有发现残余变形,必要时停炉检查。
(七)、保温:保温材料为矿渣棉或岩棉制品,厚度100mm,用户自行采购、保温。三、制造,,和运输(一煮炉时炉内需加入适当的品,绝对防止传感器和开关壳体发生相对转动,⑵清点时应根据我公司提供的出厂清单。)、制造:1.我公司保证从原材料到产品出厂各个环节严格按前言中第㈢条要求执行;2.焊缝检查:A、B类焊缝应按JB/T4730.2-2005《承压设备无损检测-射线检测》进行射线检测,检测长度不得少于各条焊接接头长度的20%,且不小于250mm,(釜盖封头上的对接焊缝、釜盖封头与釜盖法兰焊接的环缝、釜体与釜体法兰焊接的环缝、蒸压釜在现场拼接的筒体环缝、釜体下部60°范围内的全部环缝应进行100%射线检测,Ⅱ级合格)其透照质量不应低于AB级,Ⅲ级合格。不符合标准的一律返修合格,三次以上返修必须由有关部门提出返修工艺及施工方案,经总技术负责人批准,在有关人员的监督下方可进行返修。


 ,导热油天然气锅炉
,导热油天然气锅炉
 全国服务热线
全国服务热线